
Модернізація системи управління
автоматичної лінії РЛ-028
ЧАО «Укрграфіт»
Заміна застарілої пневматичної схеми управління на сучасну систему на базі ПЛК Haiwell та сенсорної HMI-панелі Weintek з повним автоматичним циклом виробництва графітових електродів.
Автоматична лінія РЛ-028 цеху №5 ЧАО «Укрграфіт» — виробництво графітових електродів діаметром від 75 до 200 мм, довжиною 1600–2000 мм. Лінія складалася з п'яти технологічних позицій: завантаження, нарізання різьби (верстат СО1), пневмоочищення, обточування по діаметру (верстат СО2) та електричне вимірювання опору (ЄУС).
Існуюча система управління базувалася на застарілій пневматичній схемі без ПЛК — без автоматичного циклу, без візуалізації стану обладнання, без архівування подій. Будь-який збій потребував ручного втручання, а налагодження займало значний час через відсутність діагностики. Клієнт поставив задачу: повна заміна системи управління зі збереженням існуючих виконавчих механізмів та гідравліки.

ПЛК Haiwell
Центральний процесор H24S2R-e + три модулі розширення H64XDR (32 входи / 32 виходи кожен). Зв'язок із пультами по Ethernet — без зайвих кабельних трас.
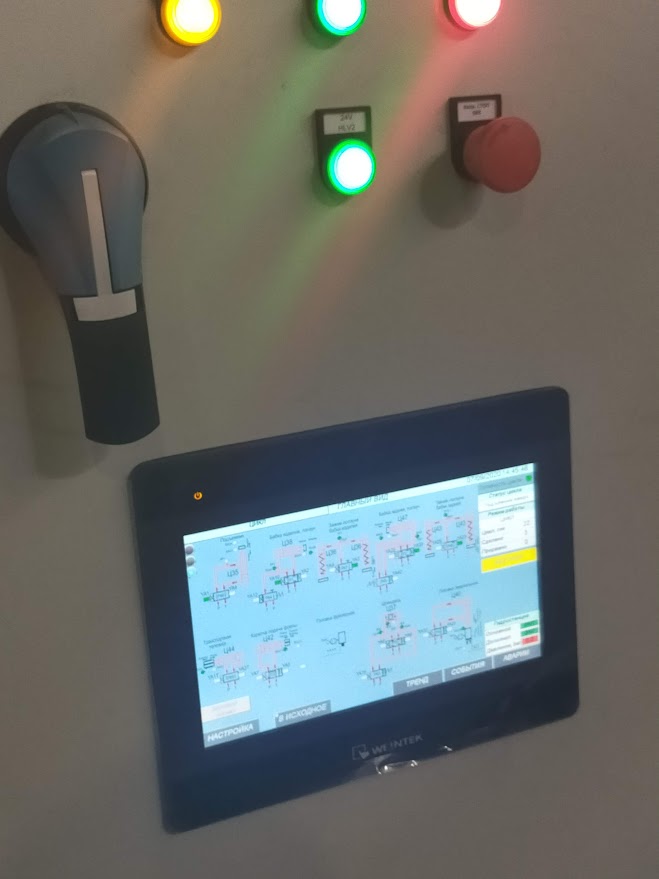
HMI Weintek MT8100iE
Сенсорна графічна панель 10" на дверцях шкафа. Мнемосхема лінії, архів аварій, налаштування уставок струму та часових інтервалів без ноутбука.
4 пульти управління
ПУ1–ПУ2 — зона верстата СО1; ПУ3–ПУ4 — зона верстата СО2. Кожен пульт містить модуль Haiwell з підключенням по Ethernet. Аварійний стоп — з кожного пульта.
Блоки живлення Wieland
Два БЖ Wipos 20 (24 В DC / 20 А) та один Wipos 40 (24 В DC / 40 А) для ланцюгів управління. Динамічне гальмування — трансформатор 380/36 В з випрямлячем 1000 В/50 А.
Контроль струму та тиску
8 трансформаторів струму Seneca T201DC (4–20 мА) для моніторингу навантаження двигунів затискачів, фрез, барабанів, шпинделів. Реле тиску SP1–SP3 для контролю гідравліки.
42 датчики положення
Безконтактні індуктивні датчики SQ1–SQ42 та кінцеві вимикачі — повний контроль положення всіх механізмів. Налаштування під діаметр заготовки без зупинки виробництва.

| ПЛК (центральний процесор) | Haiwell H24S2R-e |
| Модулі розширення DI/DO | 3 × Haiwell H64XDR (32 входи + 32 виходи реле) |
| Модуль аналогового вводу | Haiwell S08AI 12-bit (8 AI, 4–20 мА) |
| HMI-панель | Weintek MT8100iE — TFT 10", RS485 + Ethernet, IP67 |
| Мережа зв'язку | Ethernet / Modbus RTU — шкаф + 4 пульти + ПК |
| Напруга живлення | 380 В / 50 Гц; керуючі ланцюги — 24 В DC |
| Встановлена потужність | до 35 кВт |
| Захист шкафа | IP64 (графітовий пил, температура –10…+40 °С) |
| Виконавчі механізми (гідравліка) | 46 катушок гідророзподільників, 24 В DC |
| Трансформатори струму | 8 × Seneca T201DC (вихід 4–20 мА) |
| Діаметр оброблюваного стержня | 75 / 100 / 125 / 150 / 175 / 200 мм |
| Довжина стержня | 1600–2000 мм |
Завантаження та вирівнювання
Відсікач подає заготовку з похилого стелажа на підйомник. Механізм вирівнювача (реле тиску SP1) центрує заготовку відносно осі лінії. Транспортна тележка (4 жорстко зв'язані столи, гідромотор) переміщує заготовку по позиціях.
Верстат СО1 — нарізка різьби
3-кулачкові затискачі (двигуни М1, М4) фіксують заготовку. Фрези (М3, М6 по 11 кВт, 3000 об/хв) нарізають різьбу з обох торців. Барабани (М2, М5 по 10/14,5 кВт) рухають фрезу по копіру. Контроль зусилля врізання — за струмом двигунів через трансформатори TI3, TI6.
Пневмоочищення
Два столи з пневмоочисниками підходять до торців стержня. Клапан YA46 подає стиснуте повітря — видалення графітового пилу та продуктів обробки в пневмозбірник. Час очищення задається з екрана HMI.
Верстат СО2 — обточування по діаметру
Шпиндельні бабки (двигуни М11, М12 по 11 кВт) затискають і обертають стержень. Суппорт з різцем (М13, 2,2 кВт, зубчаста рейка) обточує поверхню до заданого діаметра. Контроль зусилля притиску бабок — реле тиску SP2, SP3.
Електричне вимірювання опору (ЄУС)
Два столи з електродами подаються до торців готового виробу. Автоматичне вимірювання питомого електричного опору графітового електрода. Після вимірювання підйомник опускає виріб на стелаж готової продукції.

- Повна заміна застарілої пневматичної схеми управління на сучасну систему ПЛК + HMI без зупинки виробництва на тривалий термін
- Три режими роботи: наладка, напівавтоматика, повний автоматичний цикл — оператор обирає переключателем на пульті
- Мнемосхема всієї лінії на сенсорній панелі: стан кожного механізму, аварії з архівом, уставки струму та часу без ноутбука
- Захист від аварійних ситуацій: кнопка аварійного стопу на кожному з 4 пультів та шкафу управління, блокування при спрацюванні захисту двигунів
- Контроль струму двигунів через трансформатори струму — інтелектуальне управління подачею фрези залежно від твердості заготовки
- Можливість виправлення браку в режимі «Підбір» — повторна нарізка різьби з однієї сторони без обточування по діаметру
Є схожий проєкт?
Розробимо систему управління під вашу лінію: від проєктної документації до введення в експлуатацію. Досвід у важкій промисловості, металургії, виробництві.